


Fermentation is a very important technology for the sustainable production of various bulk chemicals, fine chemicals and pharmaceuticals. It will become even more important in the future development of a sustainable industry. In the lab of IMEnz different enantiomer pure biochemicals were produced by fermentation.
Compared to chemical synthesis and manufacturing, high conversion efficiencies and low environmental burden are often achieved by fermentation. For this reason, a growing number of chemical industries are investigating biotech methodologies as a better alternative for chemical synthesis.
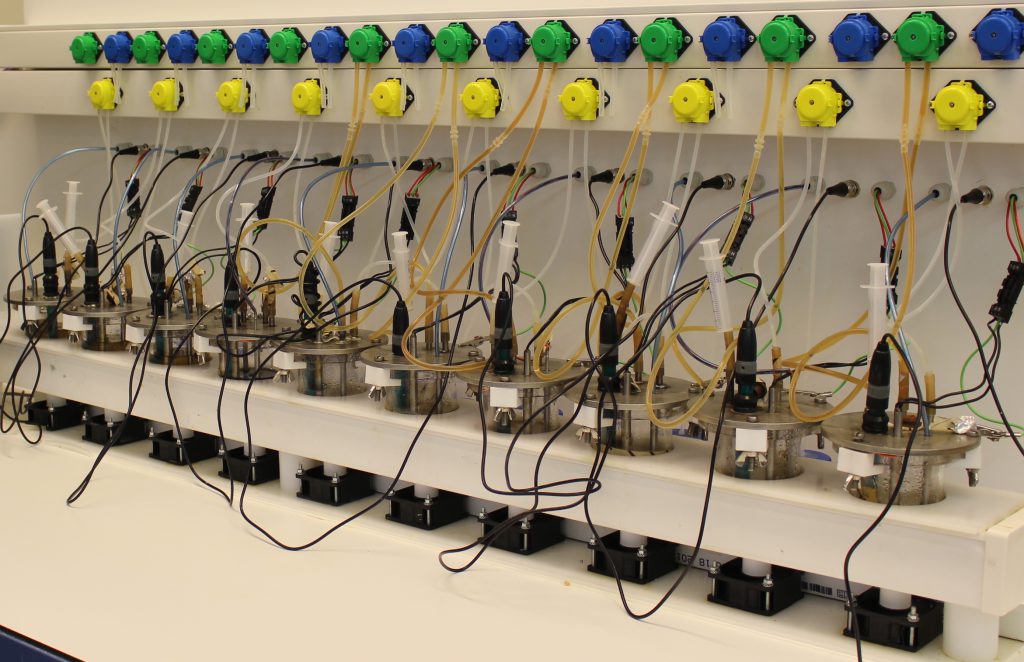
IMEnz has advanced fermentation equipment and many years of experience to study process conditions, to optimize medium composition, and to maximize biomass or product yields. Microbial fermentation processes can be improved at ascale ranging from 200 uL to 300 L. In particular the application of our newly developed multifermenter, consisting of a series of 10 fermenters (200 ml each) that can be individually controlled, enables very efficient optimization tools to improve biomass yields or increased production levels of valuable biomolecules. All to achieve higher yields at lower costs.
IMEnz Bioengineering is experienced in selecting suitable strains and to develop optimal process conditions for the fermentative production of desired compounds.
Starting from lab scale optimized fermentation at approx. 150 mL IMEnz can assist in the further development of these processes to a larger scale. In house fermentation processes can be upscaled at 1, 4, and 40 L under biosafety level ML-2. Natural fermentation products can be produced at a scale of 250 to 3000 L.
A nice example of a unique fermentation product is the current production of a fungus that is the main ingredient of a natural coating for wood, Xyhlo Biofinish. This eco-friendly alternative for the preservation of wood is developed by Xyhlo, the most innovative and eco-friendly producer of such products. The fermentation process was optimised by IMEnz resulting in a reproducible process and and no less than 70% reduction of the overall process time. By far this product is a very good example of what a sustainable world needs today to protect the environment. The image shows a small barn treated with this fermentation product.

Downstream processing of fermentation products can be performed in our well equipped laboratory using relevant equipment, including centrifuges, ultrafiltration, FPLC, AKTA etc. With respect to Upstream processing, IMEnz has ample knowledge related to the treatment of by-products and waste streams, e.g. from agricultural origin, prior to applying these as an efficient but low cost nutrient source in microbial fermentation. Often this can result in significant costs reductions of the total process, whereas at the same time a value upgrading of the low value by-products is achieved.
